Tuning Your Filament Settings for Prints that Work
Why tuning filament matters
When you print with filament — the standard method called Fused filament fabrication (FFF / FDM) — every spool behaves a little differently. Filament diameter, rigidity, melt-viscosity, even ambient temperature can vary. That means if you trust defaults, you’ll often get prints that:
- suffer from under- or over-extrusion
- show rough surfaces or inconsistent layer adhesion
- shift in dimension, or have poor layer bonding
Tuning filament means calibrating your slicer + printer parameters so each spool flows, melts, and deposits material as cleanly and consistently as possible. The result: stronger, cleaner, more accurate prints — with fewer failed prints and far less wasted filament.
If you use OrcaSlicer, you’re in luck — it includes built-in calibration tools that make the process repeatable and easy. GitHub+2Orca Slicer+2
The Calibration Workflow (in OrcaSlicer)
Based on the official calibration guide for OrcaSlicer, this is the recommended order you should follow. GitHub+1
| Step | What you do | Why it matters |
|---|---|---|
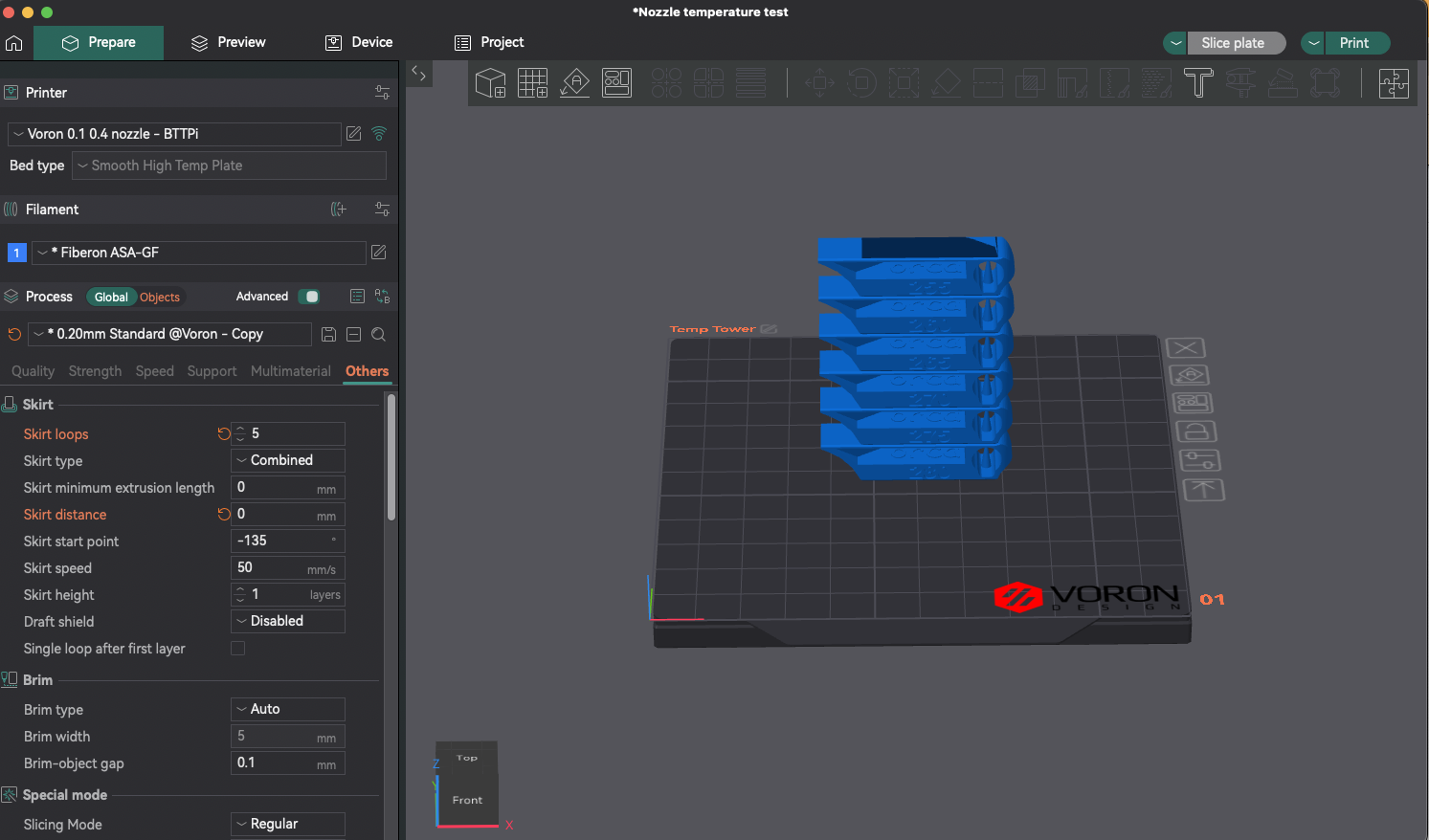
| 1. Temperature(nozzle & bed) | Use a “temperature tower” to test a range of nozzle temps (and if needed bed temps) for your filament | Filament viscosity and flow changes with temperature — too cold = under-extrusion / poor adhesion; too hot = stringing, blobs, poor detail. GitHub+1 |
| 2. Max Volumetric Speed (MVS) | Validate that your printer + hotend + filament combo can reliably sustain a target volumetric throughput | Avoid under-extrusion or nozzle starvation when printing fast or with thick layers. GitHub |
| 3. Pressure Advance (or equivalent extrusion pressure tuning) | Calibrate “pressure advance / extrusion pressure compensation” to reduce blobs, over-extrusion at corners & improve print quality | Helps control flow inertia and extrusion pressure — important for corners, speed changes, and clean surfaces. GitHub+1 |
| 4. Flow Rate (Flow Ratio / Extrusion multiplier) | Use OrcaSlicer’s flow calibration tool (plates or “YOLO” test) to dial in the correct flow amount for your filament | This ensures your printer is extruding neither too much nor too little — balanced flow = consistent layers, correct dimensions, clean surfaces. Orca Slicer+2Minimal 3DP+2 |
| 5. Retraction | Run retraction tests to find optimal retraction length and speed to minimize stringing and oozing | After flow + pressure advance — prevents ghosting, stringing, and improves print finish. GitHub+1 |
| 6. Cornering / Jerk / Junction settings | Fine-tune motion-related settings (cornering, junction deviation, acceleration/jerk) — especially useful when changing filament type or print speed significantly | Helps reduce artifacts, ringing, and aids dimensional accuracy during direction changes. GitHub |
Step-by-Step: Tuning Flow Rate (The Heart of Filament Tuning)
Below is a simple workflow using OrcaSlicer’s built-in tools. This is the step that tends to give the biggest visible improvement for most hobbyist and prosumer users.
- Start fresh
- Create a new project in OrcaSlicer (don’t load old settings). GitHub+1
- Select your printer and the filament you want to tune.
- Run a “Flow Rate → Pass 1” test (coarse calibration)
- Orca will generate 9 small “tiles” on the bed, each printed with a different flow modifier: from –20 % to +20 %. Orca Slicer+1
- Print the test (usually ~30–45 min). Then, run your fingernail over the top of each tile and feel which is smoothest, most consistent. That’s your “best tile.” Orca Slicer+1
- Suppose “tile –10” feels best: calculate new flow ratio using this formula:
New Flow Rate = Old Flow Rate × (100 + Modifier) / 100 e.g. 1.0 × (100 – 10) / 100 = 0.90Then input that value in your filament profile and save. Orca Slicer+1
- Validate with a second pass (fine tuning)
- Once you’ve applied the new ratio, run a second flow calibration — e.g. using a narrow modifier range (±5-10 %) to confirm. Some workflows call this the “two-pass method” for better precision. Orca Slicer+1
- If results are still uneven, adjust again until you find a consistent sweet-spot.
- Save the filament profile
- Once you’re satisfied with flow and print quality, save the updated filament profile.
- Good idea to label it clearly (brand, color, optimized flow ratio, nozzle temp, date) — so next time you load that filament you don’t have to re-tune from scratch.
Don’t Forget the Other Calibration Steps
Flow tuning is powerful — but it’s only one part of the puzzle. For best results you’ll want to go through the full calibration chain (temperature → MVS → pressure advance → flow → retraction → motion). Skipping earlier steps (like nozzle/bed temperature or max flow capacity) can sabotage flow tuning, and lead to inconsistent prints even with “good” flow. Obico+1
Also — whenever you change filament brand, type, color, or even spool, consider re-running at least temperature + flow calibration. Filament variations (diameter tolerance, melt behavior, drying, color pigments) can cause noticeable differences in how filament behaves.
Bonus — What Else to Watch For
- Nozzle cleanliness: A partially clogged or dirty nozzle disrupts flow consistency no matter how well tuned your slicer is. Clean nozzle before calibration or major print jobs. Orca Slicer+1
- Filament diameter variation: Cheap or inconsistent filament sometimes fluctuates in diameter. That can throw off flow even if calibration was perfect — consider measuring diameter at intervals and using that value in slicer where supported.
- Environmental conditions: Cold filament/hotend or unstable room temperature can change melt viscosity. Especially in unheated rooms or winter workshops.
- Hardware changes: New hotend, nozzle size change, different extruder — all of these require a full re-calibration regardless of previous settings.
Final Thoughts
Take the time — 1–2 hours of calibration — and you’ll save dozens of frustrating failed prints down the road. Properly tuned filament equals clean surfaces, accurate dimensions, strong bonding, and predictable print quality.
If you already own a tuned profile library (for PLA, PETG, ABS, etc.), each new spool becomes “plug-and-print.” That’s one of the reasons we tune carefully at NorthForge — reliability and repeatability matter just as much as precision.